

通信电缆的制造工艺与质量控制-科兰
一根看似普通的通信电缆,从原材料到成品出厂,要经历数十道工序、上百个质量控制点。任何一个环节的疏忽,都可能导致电缆在使用中出现衰减增大、串扰超标、阻燃不达标等问题,轻则影响通信质量,重则引发火灾等安全事故。本文将全面解析通信电缆的制造流程、关键工艺和质量控制体系。
一、通信电缆制造的总体流程

二、关键工序详解
1. 导体拉制
铜导体的制造:
原材料:电解铜(纯度≥99.95%),或铜包铝/铜包钢(用于长途电缆降低成本和重量)。
拉丝工艺:
粗拉:8mm杆径 → 3-5mm
中拉:3-5mm → 1.0-2.0mm
细拉:1.0-2.0mm → 0.1-0.8mm(通信电缆用)
关键参数:
电阻率:≤0.017241Ω·mm²/m(20°C,纯铜)
抗拉强度:软铜≥120MPa,硬铜≥240MPa
延伸率:软铜≥25%,硬铜≥8%
光纤拉丝(光缆制造):
预制棒在约2000°C高温炉中软化
以精确速度(10-20m/s)拉制成125μm光纤
在线涂覆紫外固化丙烯酸酯涂层
张力控制精度:±0.01g
2. 绝缘挤出
塑料绝缘挤出工艺:
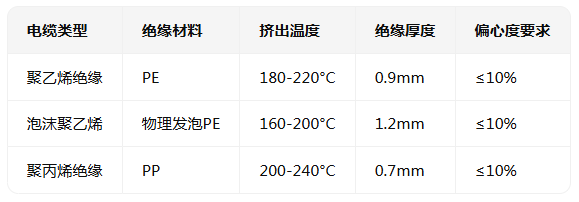
关键控制点:
偏心度:绝缘层厚度不均匀会导致阻抗变化和电气性能下降。要求偏心度≤10%(即最薄处/最厚处≥90%)。
表面质量:无气泡、裂纹、竹节形、烧焦。
火花试验:在绝缘表面施加高压(如3kV),检测针孔和缺陷。
光纤着色:
在光纤涂覆层外加上彩色UV固化油墨
标准色序:蓝、橙、绿、棕、灰、白、红、黑、黄、紫、粉红、浅蓝
着色后光纤直径约250μm
3. 成缆与绞合
对称电缆成缆:
绞合节距:不同线对采用不同节距,减少线对间串扰。
例如Cat6:节距比为1:1.15:1.25:1.35
绞合方向:S向(右绞)和Z向(左绞)交替,保持电缆结构稳定。
填充与包带:
填充绳(PP绳):保持电缆圆整
铝塑复合带:纵包屏蔽,减少外来干扰
聚酯带:防潮、保护
光缆成缆:
松套管绞合:光纤在松套管内有余长,绞合节距通常为绞合直径的5-8倍。
余长控制:0.2%-0.3%是最佳范围,太小则缓冲不足,太大则衰减增加。
SZ绞合:先S向绞合若干节距,再Z向绞合,防止电缆扭结。
关键设备:
框式绞合机(对称电缆)
笼式绞合机(光缆)
张力控制系统:确保各元件张力均匀
4. 护套挤出
护套材料选择:

挤出工艺要点:
温度控制:PE护套通常160-200°C
厚度控制:标称值±10%
圆整度:椭圆度≤15%
表面光滑,无裂纹、气泡、烧焦
三、质量控制体系
1. 来料检验(IQC)

2. 过程检验(IPQC)
在线检测项目:

3. 成品检验(FQC/OQC)
电气性能测试(铜缆):

光学性能测试(光缆):

四、常见质量问题与解决方案

五、智能制造与数字化质量管理
现代电缆工厂正在向"智能制造"转型:
在线监测系统:利用传感器实时采集挤出温度、线速度、张力、外径等数据,AI算法自动调整参数。
数字孪生:建立电缆制造的虚拟模型,模拟不同工艺参数对质量的影响。
MES系统:制造执行系统实现从订单到出货的全流程追溯。
区块链溯源:每盘电缆赋予唯一ID,记录原材料批次、工艺参数、测试数据,确保质量可追溯。
结语
通信电缆的制造是一门"精密的艺术"——它既需要传统的材料科学和机械工程知识,也需要现代的自动化控制和数据分析能力。质量控制不是最终环节的"把关",而是贯穿全流程的"基因"。只有将质量意识融入每一道工序、每一个参数,才能制造出经得起时间和环境考验的通信电缆。
